Prétraitements des eaux usées
Le VSA a élaboré avec un groupe d’experts un rapport sur les procédés utilisés par les entreprises pour le traitement des eaux usées. Les traitements mécanique, physique, chimique et biologique sont décrits d’après leur fonctionnement, de leurs avantages et inconvénients et des classes de substances appropriées. La qualité des eaux et le bon fonctionnement des STEP dépendent de l’adéquation des procédés de prétraitement et de leur mise en œuvre correcte.
Le rapport « Eaux usées industrielles : possibilités de traitement » donne un aperçu des différents procédés utilisés par l’industrie. Les eaux usées sont ainsi prétraitées avant d’être rejetées dans une STEP ou directement dans les milieux aquatiques.
En fonction de leur mode de fonctionnement, les procédés peuvent être répartis en trois groupes : le traitement mécanique et physique, le traitement chimique et le traitement biologique. Souvent, une combinaison de ceux-ci est utilisée. Outre la fonction, les avantages et les inconvénients sont décrits. Les substances qui peuvent être éliminées des eaux usées par le procédé correspondant sont énumérées. Une attention spécifique est accordée aux micropolluants.
Le choix du procédé dépend de la substance qui doit être éliminée. Les autres substances présentes dans les eaux usées, l’espace nécessaire, les coûts, l’entretien et d’autres paramètres jouent également un rôle. Les prétraitements des eaux usées sont un bon exemple de « mesures à la source » et sont considérés comme l’état de la technique. Lorsqu’ils sont utilisés de manière efficace, ils contribuent de manière décisive au bon fonctionnement des STEP. De plus, la qualité des eaux s’améliore lorsque les substances problématiques ou indésirables sont retenues avant d’atteindre le milieu aquatique.
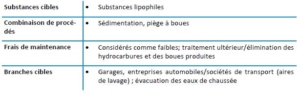
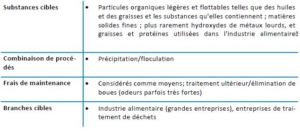
Lors du traitement physico-mécanique, les substances sont retenues en fonction de leur densité ou de leur granulométrie. Le séparateur de graisse en est un exemple : les huiles et les graisses ont une densité plus faible, se retrouvent au-dessus de l’eau et peuvent ainsi être séparées. La taille des particules ou des substances est le critère déterminant pour que celles-ci puissent être retenues par un filtre. Les substances typiques qui peuvent être éliminées par un traitement mécanique et physique sont entre autres les substances lipophiles, les métaux ou les hydrocarbures volatils.
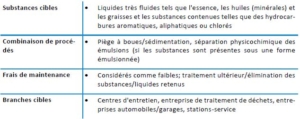
Un séparateur d’hydrocarbures permet de séparer des eaux usées des substances insolubles et flottantes telles que des hydrocarbures, des huiles, des graisses ainsi que de l’essence et du diesel. Un séparateur par coalescence a généralement un rendement d’épuration supérieur à un séparateur d’hydrocarbures. Ces deux procédés sont efficaces et faciles à exploiter et fournissent une contribution importante à la protection des eaux.
Dans le séparateur d’hydrocarbures, les substances (liquides très fluides tels que l’essence ou d’autres huiles minérales) sont séparées des eaux usées grâce à leur faible densité. Selon l’origine des eaux usées et le processus employé, de l’huile libre peut se retrouver dans les eaux usées et doit être retenue le plus possible à la source. Grâce à leur densité plus faible que l’eau, les substances huileuses qui doivent être séparées s’accumulent à la surface des eaux usées dans le séparateur à faible courant. L’huile ainsi capturée doit être pompée en fonction de la quantité produite. L’eau exempte d’huile est ensuite acheminée dans les égouts avec l’effluent. Selon le type et l’équipement du séparateur d’hydrocarbures, l’écoulement se ferme automatiquement dès qu’une certaine quantité d’huile minérale se trouve dans le séparateur. Cela est par exemple nécessaire dans les stations-service, afin qu’elle ne puisse pas parvenir dans les égouts en cas de fuite importante de carburants.
Les séparateurs par coalescence présentent un degré de séparation plus élevé que les séparateurs d’hydrocarbures. Ils sont généralement installés à l’arrière du séparateur, afin que les eaux usées contenant de l’huile résiduelle le traversent. Des gouttelettes d’huile se déposent sur le média filtrant en traversant le filtre coalescent. De fines gouttelettes d’huile à flottabilité réduite sont retenues dans le filtre coalescent et s’unissent à d’autres gouttelettes qui le traversent (coalescence). Lorsqu’un nombre suffisant de fines gouttelettes d’huile se sont réunies, elles remontent à la surface des eaux usées et peuvent être évacuées du système avec les autres liquides captés. L’utilisation de tensioactifs affecte l’efficacité du séparateur par coalescence, car les substances à séparer sont stabilisées dans la solution par les tensioactifs. Il convient toutefois de noter que les substances cibles sont difficiles à éliminer avec des émulsions stables. Cela vaut pour les deux procédés.
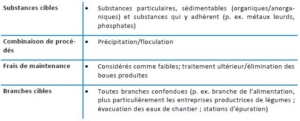
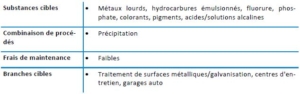
La séparation physicochimique des émulsions est utilisée pour éliminer des substances émulsionnées, telles que de l’huile ou des solvants. Pour ce faire, une poudre séparatrice composée notamment de bentonite et d’un agent floculant (polyacrylate) est mélangée aux eaux usées. Cela conduit à la formation de flocs de boue qui lient les substances émulsionnées et les éliminent des eaux usées. Un traitement supplémentaire des eaux usées avec du charbon actif permet également d’éliminer les biocides dissous de manière efficace[1]. La séparation physicochimique des émulsions est proposée sur le marché sous forme d’installations compactes. La variante classique est composée d’un réacteur dans lequel une précipitation, une floculation et parfois aussi une neutralisation sont effectuées. Les matières solides sont retenues via un filtre placé en aval (p. ex. filtre à bandes, filtre à poche, clarificateur incliné).
[1] Burkhardt, M., Englert, A. (2016). Verfahrensklärung zur Behandlung von Abwasser der Farb- und Putzhersteller (FARBAB). Bericht für AWEL Amt für Abfall, Wasser, Energie, Luft. HSR Rapperswil, S. 34.
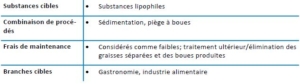
Un séparateur de graisses permet de retenir des particules de graisse et d’huile d’origine animale et végétale. Ces particules peuvent s’accumuler sur les parois froides des tuyaux, s’y incruster et provoquer des obturations. Lorsque des huiles et des graisses séjournent dans les égouts pendant une durée prolongée, cela peut engendrer l’émanation d’odeurs désagréables et/ou provoquer la corrosion de matériaux non résistants aux acides gras en raison de l’agressivité de ces derniers. Un séparateur de graisses est un ouvrage dans lequel les eaux usées sont déversées. Les graisses flottent à la surface de l’eau en raison de leur faible densité et de leurs propriétés hydrophobes. Une diminution de la température permet d’améliorer l’efficacité de la séparation des graisses (dont la solubilité dépend fortement de la température). D’autres substances, comme les restes alimentaires, s’accumulent au fond du piège à boues. Le VSA a élaboré un aide-mémoire sur le thème du séparateur de graisses[1].
[1] Aide-mémoire du VSA « Séparateurs de graisses ». https://vsa.ch/fr/Médiathèque/separateurs-de-graisses-aide-memoire-du-vsa/ [7.2.2020].
Le décanteur permet de séparer des impuretés minérales, telles que le sable et le gravier. Il est souvent utilisé lors de l’évacuation des eaux d’aires de lavage et du nettoyage de véhicules. Les dépotoirs sont équipés d’un coude plongeur qui permet de retenir les substances huileuses. Ils sont utilisés dans les systèmes d’évacuation des eaux de chaussée.
La sédimentation est utilisée dans toutes les branches lorsque des substances particulaires se déposent dans des eaux calmes après un temps de séjour prolongé. Le cheminement des eaux usées est généralement conçu de manière à ce que les matières solides contenues dans les eaux usées puissent précipiter et être évacuées sous une forme concentrée. Selon l’espace disponible, des bassins de sédimentation conventionnels (bassins longitudinaux et circulaires) ou des clarificateurs inclinés (surfaces de sédimentation agrandies par des lamelles) sont utilisés. En ce qui concerne les clarificateurs inclinés et à lamelles, le rendement peut être amélioré grâce à l’ajout de précipitants et de floculants. Le sol des bassins de sédimentation de petite taille dispose d’entonnoirs, dans lesquels les substances particulaires sédimentées s’accumulent et peuvent être évacuées avec des dispositifs d’extraction appropriés. Les bassins de sédimentation de grande taille possèdent en plus des racleurs qui amènent la boue sédimentée jusqu’à l’entonnoir.
Le tamisage permet de séparer des substances particulaires grossières, qui n’auront ainsi pas à être éliminées lors des étapes de traitement ultérieures des eaux usées. Le tamisage est utilisé lorsque les substances particulaires peuvent être facilement séparées des eaux usées à l’aide d’un tamis. L’avantage est le suivant : en s’accumulant, la matière tamisée peut être directement évacuée sous forme concentrée. Différentes variantes peuvent être employées selon le type et la taille des substances, le degré de séparation requis, le processus de production en amont et les autres substances contenues dans les eaux usées (p. ex. tamis à tambour, tamis courbé, tamis vibrant).
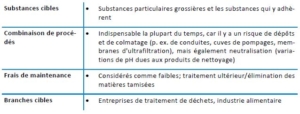
Dans le cas de la filtration, différentes technologies (tamis à tambour, tamis courbé, filtre à sable, etc.) et matériaux filtrants peuvent être utilisés. (i) La granulométrie des substances à filtrer, (ii) le volume d’eaux usées à filtrer, et (iii) les valeurs de sortie requises après la filtration jouent toutefois un rôle déterminant dans le choix du procédé et du matériau filtrant. Lors de la filtration, les eaux usées sont dirigées vers le média filtrant par gravité ou pompage. Ce faisant, les particules plus grandes que les pores du média filtrant sont retenues. Selon le procédé, les filtres utilisés sont rétrolavés ou renouvelés après utilisation. La filtration est généralement la dernière étape du prétraitement des eaux usées (p. ex. après la précipitation/floculation).
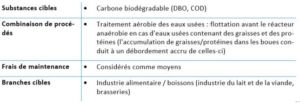
La flottation permet de séparer de fines substances particulaires (mais également des substances et des liquides dont la densité est inférieure à celle de l’eau) des eaux usées (cela peut également être intéressant avec des substances solides organiques légères). Une partie centrale de ce procédé est la formation de fines bulles d’air, qui se fixent sur la surface des substances à éliminer et augmentent leur flottabilité, améliorant ainsi la performance de séparation. Selon le mode opératoire, il se forme à la surface de l’eau un mélange d’air et de matières solides (produit de flottation), qui est évacué à l’aide de racleurs. L’efficacité du procédé peut être améliorée grâce à l’ajout d’agents précipitants et floculants. Il existe trois types différents de flottation en fonction de la production de bulles de gaz. Il s’agit de la flottation par agitation, l’électroflottation et la flottation à air dissous.
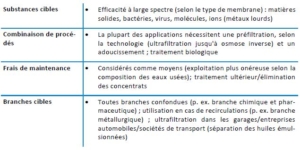
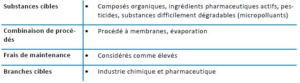
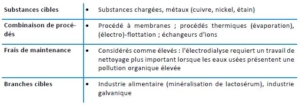
La filtration membranaire est un procédé très largement utilisé, qui peut être combiné avec d’autres procédés. La filtration membranaire peut être subdivisée en microfiltration (> 0.1 µm) et ultrafiltration (> 10-100 nm) selon la taille des pores. La nanofiltration et l’osmose inverse utilisent des membranes de diffusion. La microfiltration et l’ultrafiltration consistent à séparer des matières solides et des bactéries. L’ultrafiltration constitue par ailleurs une barrière absolue contre les virus. La nanofiltration permet de retenir des macromolécules et des ions bivalents, tandis que tous les ions (> 99 %) peuvent être éliminés des eaux usées à purifier à l’aide de l’osmose inverse. En principe, la règle est la suivante : plus les pores de la membrane sont petits, plus la préfiltration doit être efficace ; une osmose inverse ne peut pas être alimentée directement avec des eaux usées contenant des matières solides, car des substances telles que des huiles, des graisses ou des particules peuvent obstruer la membrane. Dans la pratique, différents procédés à membranes sont souvent exploités en série. L’une des applications les plus courantes est l’ultrafiltration combinée à l’osmose inverse ; la première sépare les matières solides pour éviter l’encrassement de la membrane de l’osmose inverse. L’osmose inverse réduit la teneur en ions et en sel des eaux usées traitées. Cela permet d’obtenir une eau hautement purifiée. En ce qui concerne le concentrat, il faut veiller à ce qu’il ne génère aucune précipitation d’agents de dureté (calcium, magnésium). Cela peut être empêché grâce à un adoucissement préalable des eaux usées à traiter (p. ex. à l’aide d’un échangeur d’ions ; voir plus bas) ou par l’ajout d’un antitartre (p. ex. acides polyacryliques, phosphonate). L’exploitation d’une filtration membranaire peut se révéler très onéreuse selon la composition des eaux usées.
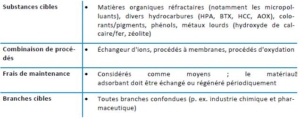
Les procédés par adsorption éliminent les substances organiques des eaux usées en grande partie par adsorption. Pour ce faire, des adsorbants spécifiques (p. ex. résine adsorbante, hydroxyde de calcaire/fer ou zéolite pour les métaux lourds) ou du charbon actif sont utilisés. Certains adsorbants sont spécifiquement utilisés pour l’adsorption sélective de polluants spécifiques, tandis que le charbon actif est souvent employé pour une adsorption non sélective (efficacité à large spectre). Selon l’usage prévu, différents types de charbon actif de différente répartition granulométrique sont utilisés (sous forme de poudre ou de grains). Le charbon actif en poudre peut être mélangé aux eaux usées dans les réacteurs, mais il doit ensuite être à nouveau séparé de manière efficace. Le charbon actif en grains peut être utilisé dans des filtres fermés ou des bassins filtrants et est régénéré après épuisement de la capacité d’adsorption. Le charbon actif est largement utilisé, toutes branches confondues.
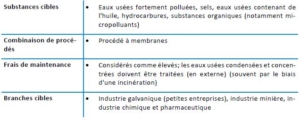
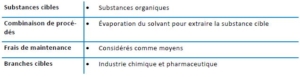
Lors de l’évaporation, une partie des eaux usées (ou du solvant à récupérer) est convertie à l’état gazeux (généralement à des températures comprises entre 40 à 90 °C). Ce faisant, il est crucial que les substances à éliminer des eaux usées (p. ex. sels, matières organiques) aient une pression de vapeur plus faible que l’eau, afin de ne pas passer dans la phase gazeuse dans les conditions qui prévalent. Des mélanges ou substances, qui ne peuvent pas être concentrés avec d’autres technologies, sont ainsi condensés et la quantité d’eaux usées à éliminer est réduite au minimum (est plus particulièrement utilisé avec de faibles volumes d’eaux usées afin de réduire le volume de déchets ; p. ex. dans les petites entreprises de galvanisation). Les évaporateurs fonctionnent à la vapeur ou l’électricité. Avec les compresseurs de vapeur, une grande partie de l’énergie peut être récupérée grâce à la compression des vapeurs et réutilisée pour l’évaporation. L’évaporation des eaux usées nécessite beaucoup d’énergie, son fonctionnement est donc onéreux : il existe de grandes différences en matière de consommation d’énergie selon le procédé et le nombre d’étapes de l’évaporateur ; à titre indicatif, il faut compter une consommation d’énergie de 35-70 kW/m3 avec un petit évaporateur (10 m3/h). Des tensioactifs peuvent perturber le fonctionnement, car de la mousse peut être emportée lors de l’évaporation. Cela peut être partiellement évité grâce à l’utilisation d’un agent antimoussant. Le distillat produit peut être réutilisé.
La rectification est une forme spécifique de l’évaporation (distillation à contre-courant). Lors de la rectification, plusieurs étapes d’évaporation sont placées les unes derrière les autres. La per-formance de séparation est donc beaucoup plus élevée que lors de la distillation monoétagée.
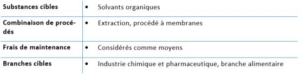
L’extraction liquide/liquide est effectuée à l’aide de deux solvants non mélangeables entre eux. Le procédé a souvent recours à une phase hydrophile (p. ex. eau) et une phase hydrophobe (p. ex. solvants organiques). La substance à éliminer est répartie entre les deux phases dans une réaction d’équilibre. La séparation et l’évaporation du liquide d’extraction permettent de récupérer la substance cible. Le processus d’extraction peut être réalisé de manière continue ou intermittente.
Lors de l’incinération des eaux usées (> 1000 °C), les substances organiques contenues sont entièrement détruites thermiquement. L’incinération des eaux usées est un processus à forte consommation d’énergie. Elle est donc très onéreuse dans les entreprises où les rejets thermiques ne peuvent pas être valorisés avec un taux de rendement suffisamment élevé.
Grâce à l’incinération des flux d’eaux usées les plus concentrés, l’installation de prétraitement des eaux usées interne à l’exploitation peut être de plus petite dimension et le processus d’élimination peut être exploité avec plus d’efficacité.
Les échangeurs d’ions peuvent être utilisés sous forme d’échangeurs d’anions ou de cations. Différents ions cibles peuvent ainsi être éliminés des eaux usées. La règle suivante s’applique : plus la densité de charge d’un ion est élevée, plus il sera lié à la résine échangeuse d’ions. L’échangeur d’ions est le plus souvent utilisé pour adoucir l’eau à l’aide d’un échangeur de cations sous forme de sodium (les agents de dureté calcium et magnésium sont ainsi remplacés par du sodium). La régénération est effectuée à l’aide d’une solution saline hautement concentrée. Ce faisant les agents de dureté adsorbés sur la résine échangeuse d’ions sont à nouveau remplacés par du sodium dans une réaction d’équilibre.
Dans le domaine du traitement des eaux usées industrielles, des échangeurs d’ions sont utilisés pour diverses applications. Des échangeurs d’anions et de cations sont ainsi utilisés dans l’industrie galvanique pour la régénération de l’eau dans les recirculations de bains de rinçage. Des échangeurs d’ions permettant d’éliminer les métaux lourds sont utilisés dans des industries qui produisent des métaux lourds qui ne peuvent pas être entièrement éliminés par une précipitation d’hydroxydes/de sulfure (voir plus bas). Les échangeurs d’ions ne sont pas permis comme filtre final (circuit end of pipe) dans le traitement de surfaces métalliques/la galvanisation.
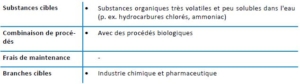
Le stripage consiste à chasser des eaux usées les substances (très) volatiles (p. ex. hydrocarbures chlorés) à l’aide d’air ou de vapeur. Le stripage est effectué soit par détente/expulsion (voir flottation) ou par désorption à l’aide d’une augmentation de température[1]. Des substances organiques très volatiles et peu solubles dans l’eau peuvent ainsi être éliminées des eaux usées par stripage d’air (stripage d’ammoniac permettant de récupérer l’azote). Le taux d’épuration atteignable dépend donc de la qualité des eaux usées, des propriétés physiques des substances à éliminer et de la quantité d’air utilisée.
[1] Förtsch und Meinholz (2014). Handbuch betrieblicher Gewässerschutz (Kapitel zur Strippung, S. 293), ISBN 978-3-658-03323-1.
Lors de l’électrolyse, le courant électrique créé va fragmenter ou isoler les substances contenues dans les eaux usées. L’électrolyse est utilisée dans de nombreuses applications scientifiques et techniques : lors du procédé chlore-alcali, de la fabrication et du nettoyage de métaux par électrolyse ignée ou de la fabrication de peroxyde d’hydrogène. Ce procédé n’est pas très répandu dans le prétraitement des eaux usées. Il est surtout employé lorsque des matériaux recyclables doivent être récupérés. L’électrolyse peut également être utilisée lors de l’électroflottation pour produire des bulles d’air.
L’électrodialyse combine l’électrolyse à un procédé membranaire. Elle est caractérisée par le fait qu’une concentration sélective d’ions est créée à l’aide d’un champ électrique. De cette manière, des membranes échangeuses d’anions et de cations permettent de séparer les ions chargés positivement des ions chargés négativement. Une électrodialyse permet de déminéraliser partiellement des eaux usées contenant du sel (saumure) ; l’électrodialyse bipolaire est une forme spécifique d’électrodialyse, qui permet de fabriquer des acides et bases faibles (environ 4 %) à partir d’eaux salines.
Lors de la récupération de métaux tels que le cuivre, le nickel ou l’étain, l’électrolyse n’a de sens que dans des semi-concentrés ou des concentrés. Idéalement, elle est combinée à un traitement avec des résines échangeuses d’ions en aval afin d’obtenir de plus faibles concentrations. La solution traitée peut ensuite être dirigée vers une installation de prétraitement des eaux usées ou être éliminée en externe en raison des charges élevées de sel.
Des flux de déchets contaminés ou potentiellement contaminés sont générés lors des travaux réalisés avec des organismes génétiquement modifiés ou pathogènes et des matériaux biologiques. Ces flux de déchets doivent au moins être inactivés à l’échelle du laboratoire et de la production de manière à ce qu’ils ne puissent pas nuire aux êtres humains, aux animaux, à l’environnement ou à la biodiversité[1]. Les procédés standard d’inactivation d’eaux usées contaminées biologiquement sont, outre l’autoclave classique, des méthodes d’inactivation purement thermiques (mode opératoire souvent continu), purement chimiques (p. ex. augmentation du pH) ou des combinaisons. L’efficacité de la méthode choisie doit être contrôlée. Dans le cas des procédés chimiques, l’apport d’autres substances réactives potentiellement nocives dans les flux d’eaux usées doit être pris en compte.
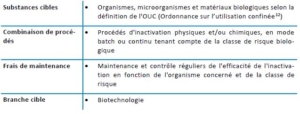
[1] Ordonnance sur l’utilisation des organismes en milieu confiné (Ordonnance sur l’utilisation confinée, OUC) du 9 mai 2012, (état le 1er janvier 2020) RS 814.912
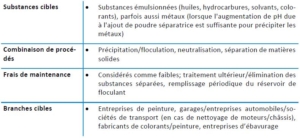
Le traitement chimique détruit les substances ou les modifie de manière à ce qu’elles puissent être éliminées des eaux usées. C’est le cas de la précipitation : des agents précipitants et une modification du pH font précipiter la substance. Les substances typiques qui peuvent être éliminées par un traitement chimique sont les métaux lourds, les nutriments, mais aussi les micropolluants.
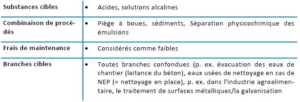
La neutralisation d’eaux usées industrielles est un procédé largement utilisé, souvent combiné avec d’autres procédés (p. ex. précipitation/floculation). Elle permet de protéger les canalisations d’eaux usées de la corrosion et une inhibition des bactéries dans les étapes de traitement biologique placées en aval. La neutralisation des eaux usées est effectuée pour ajuster la valeur pH. Contrairement à la définition chimique d’une solution neutre (pH 7), l’ordonnance sur la protection des eaux autorise un pH compris entre 6,5 et 9 (lors d’un déversement dans les égouts publics, des écarts sont autorisés si le mélange avec les autres eaux dans les égouts est suffisant). Les valeurs situées hors de cette échelle peuvent être neutralisées à l’aide d’acides/de CO2 ou de solutions alcalines. L’ajout d’acides/solutions alcalines est contrôlé avec une électrode à pH. Il est important que le support à neutraliser soit complètement mélangé, sinon la neutralisation n’a lieu que de manière localisée sur le point de dosage.
En principe, il faut distinguer la neutralisation intermittente de la neutralisation continue. Lors d’une neutralisation intermittente, un ajustement de pH peut avoir lieu grâce aux différentes lignes d’eaux usées ou lots, sans dosage supplémentaire d’acides/solutions alcalines.
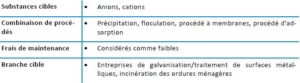
Lors de la précipitation, des substances dissoutes sont rendus insolubles. Pour cela, un précipitant est ajouté et la valeur pH est modifiée de sorte que la substance à précipiter présente une solubilité minimale dans l’eau dans les conditions qui prévalent. Les substances précipitées sont ensuite séparées et concentrées à l’aide de procédés de séparation solide-liquide. Selon la teneur en matières solides, la séparation des matières solides peut être effectuée à l’aide d’une sédimentation, d’un épaississement, d’une flottation ou d’une filtration directe (voir plus haut). Des filtres-presses ou des centrifugeuses sont généralement utilisés pour obtenir un épaississement ou une déshydratation supplémentaire. Les matières résiduelles produites sont valorisées si possible.
Ci-après, la précipitation de métaux est abordée plus spécifiquement, car elle représente un grand domaine d’application dans la pratique.
Comme décrit plus haut, une plage de pH adéquate où le métal à précipiter présente une solubilité minimale est ajustée pour la précipitation des métaux. Si plusieurs d’entre eux précipitent simultanément, une plage de pH optimale doit être déterminée ; elle peut par ailleurs être étendue en choisissant un agent de neutralisation adapté. Autres options : il est possible d’utiliser un procédé en deux étapes ou de placer une précipitation d’hydroxydes en aval grâce à une précipitation supplémentaire avec du sulfure de sodium ou un organo-sulfure. Dans la mesure où la solubilité des sulfures de métal est beaucoup plus faible, une précipitation combinée d’hydroxyde/sulfure peut être réalisée dans la plupart des cas. Les solubilités des métaux en fonction de la valeur pH sont répertoriées dans [1]. Il convient toutefois de noter qu’il s’agit de valeurs théoriques, qui peuvent varier dans la pratique en raison des substances contenues dans les eaux usées telles que des substances organiques ou des sels. Les réglages et dosages optimaux doivent donc être préalablement déterminés dans le cadre d’essais en laboratoire.
Il peut arriver que la précipitation de métaux soit difficile ou même impossible dans des eaux usées, pour lesquelles des agents complexants, tels qu’amines, acide citrique, EDTA, acide tartrique ou polyphosphate ont été utilisés au cours de procédés de traitement en amont. Dans ces cas, des étapes de traitement supplémentaires doivent être introduites, afin de contrer l’effet des agents complexants. Parallèlement aux autres mesures possibles, la précipitation des métaux en question peut être réalisée avec du sulfure de sodium ou des organo-sulfures usuels dans la zone neutre ou éventuellement alcaline (le trimercaptotriazine, le diméthyldithiocarbamate (inhibition possible du traitement biologique des eaux usées) ou le thiocarbamide sont des voies alternatives de dissociation de complexes). Pour dissocier des agents complexants puissants, un échangeur d’ions sélectifs peut également être utilisé, surtout pour des métaux bivalents, ou une oxydation (ozone, peroxyde d’hydrogène avec du sel de fer(II), peroxyde d’hydrogène combiné à des UV ; voir plus bas).
Certains métaux peuvent aussi être présents sous forme anionique et nécessitent d’autres méthodes de traitement. Le chromate est le plus souvent utilisé dans l’industrie de traitement de surfaces métalliques. Lors du traitement, le chrome(VI) doit d’abord être converti en forme trivalente avec du bisulfite de sodium ou des sels de fer(II) (voir plus bas le chapitre « Réduction »), puis être précipité sous forme d’hydroxyde de chrome(III). Des métaux tels que l’arsenic, le molybdène, le tungstène, également présents sous forme anionique, ne peuvent pas être précipités directement et doivent être éliminés par fixation sur des hydroxydes de fer.
Outre les métaux, d’autres anions tels que le phosphate, le sulfate, le fluorure ou le sulfure peuvent également être précipités. Pour ce faire, des excès stœchiométriques sont nécessaires selon la valeur seuil prédéterminée.
[1] Wilhelm S., Wasseraufbereitung Chemie und chemische Verfahrenstechnik, 7. Aktualisierte Auflage, Springer, 2007. Hagen, WABAG Handbuch Wasser, 9 Auflage, Vulkan Verlag, 2000
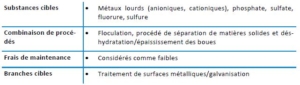
Lors de la floculation, des substances en suspension sont regroupées en agglomérats, qui peuvent être séparés de la phase aqueuse par des procédés physiques tels que la sédimentation, la filtration ou la flottation. La floculation élimine par ailleurs un large spectre de substances des eaux usées (comme des métaux lourds déjà précipités, des hydrocarbures émulsionnés, des fluorures, des phosphates, des sulfates, ainsi que des colorants et des pigments). Elle est donc utilisée pour le traitement de nombreuses eaux usées industrielles et artisanales différentes. La floculation peut être divisée en trois étapes de traitement : (i) coagulation, (ii) neutralisation et (iii) floculation. Lors de la coagulation, les eaux usées à traiter sont déstabilisées électrochimiquement, soit via l’ajout d’une solution de métal bi ou trivalente ou par électrocoagulation en utilisant une anode sacrificielle en fer ou aluminium. Lors de la neutralisation, le pH est neutralisé (des microflocs se forment dans la plage pH neutre), tandis que des macroflocs se forment pendant la floculation lorsque des floculants ou des polyélectrolytes sont ajoutés. Ces polyélectrolytes se déposent principalement sur les flocs formés, ne polluent les eaux usées que dans une faible mesure et ne sont que partiellement biodégradables. Leur dosage doit donc être réduit au minimum nécessaire. Pour que le rendement d’élimination des polluants soit le plus élevé possible, des conditions-cadres optimales doivent être garanties pour les trois étapes de la floculation. Ces conditions sont les suivantes : (i) temps de réaction, (ii) conditions de réaction, (iii) produits chimiques utilisés (floculants), (iv) plage de pH.
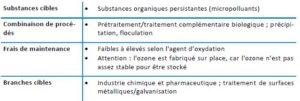
Les procédés d’oxydation permettent de transformer les substances à éliminer au cours d’une réaction chimique. Lors de tels procédés, les agents d’oxydation s’épuisent. Des procédés d’oxydation sont utilisés dans le domaine des eaux usées, lorsque l’épuration fait l’objet des exigences suivantes : (i) oxydation (partielle) de composés organiques persistants (micropolluants), (ii) décontamination d’eaux usées (p. ex. détoxication d’eaux usées contenant du cyanure (CN-)), (iii) décoloration d’eaux usées, (iv) désinfection d’eaux usées.
Dans ce chapitre, les principaux procédés d’oxydation utilisés pour le traitement des eaux usées industrielles et artisanales sont abordés. Ces procédés sont les suivants : (i) ozonation, (ii) oxydation par UV (en combinaison avec un agent oxydant tel que le peroxyde d’hydrogène ou un catalyseur tel que le palladium), (iii) oxydation avec H2O2 activé (peroxyde d’hydrogène ; en combinaison avec un catalyseur tel que les ions d’argent et les ions ferreux (réaction de Fenton) ou des UV), (iv) oxydation à l’eau de Javel (NaOCl), et (v) oxydation au permanganate de potassium. L’oxydation par réaction de Fenton produit des boues d’hydroxydes de fer, qui doivent être déshydratées et éliminées de manière adéquate.
Des procédés d’oxydation peuvent être combinés entre eux : ainsi, l’ozone peut être combiné aux UV ou au peroxyde d’hydrogène. Dans ce cas, la formation de radicaux hydroxyles (OH•) s’accélère aux dépens de l’ozone, ce qui conduit à un rendement d’oxydation non spécifique plus élevée. Ces « processus d’oxydation avancés » (POA) sont utilisés lorsque les substances à éliminer sont particulièrement persistantes. Les procédés au peroxyde d’hydrogène et aux UV sont plutôt onéreux et ne sont pas utilisés très fréquemment pour le traitement des eaux usées industrielles.
Avec les processus oxydatifs, il convient de vérifier si des eaux usées spécifiques sont adaptées à un traitement oxydatif, notamment lorsque de l’ozone est utilisé. Dans certaines circonstances, il peut arriver que des produits de réaction toxiques soient formés de manière excessive (p. ex. des nitrosamines si des précurseurs correspondants sont contenus dans les eaux usées ; du bromate si des eaux usées contenant du bromure sont traitées avec de l’ozone)[1]. Certaines substances contenues dans les eaux usées, telles que la matière organique (COD) et parfois aussi le nitrite, consomment énormément d’agents d’oxydation, ce qui a des incidences négatives sur le rendement d’épuration. Un traitement préalable adapté est donc efficace. Par ailleurs, une étape biologiquement active doit être placée en aval des procédés d’oxydation, afin d’éliminer les éventuels produits de réaction labiles toxiques.
Dans l’artisanat du métal, la détoxication d’eaux usées contenant du cyanure est effectuée à l’eau de Javel (= hypochlorite de sodium, NaOCl). Ce faisant, la formation d’AOX doit être prise en compte. L’important est que la valeur pH se situe dans la plage fortement alcaline (au moins 12) et que la température soit inférieure à 38 °C, afin d’empêcher la formation de chlorure de cyanogène, un produit intermédiaire également très toxique (la formation d’acide cyanhydrique n’est pas pertinente dans la plage alcaline). Ce processus de détoxication d’eaux usées contenant du cyanure conduit à une augmentation des concentrations d’ammonium dans les eaux usées. Cette détoxication est de plus en plus effectuée avec du peroxyde d’hydrogène et des UV, car cela permet d’éviter la formation d’AOX.
[1] Von Gunten, U. (2018). Oxidation Processes in Water Treatment: Are We on Track? Environmental Science and Technology, 52, 5062-5075.
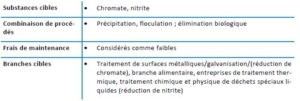
Des processus réducteurs sont nécessaires pour éliminer le chrome(VI) et le nitrite. Lors de la décontamination d’eaux usées chargées de chromates, le chrome(VI) est réduit en chrome(III) à l’aide de bisulfite de sodium (avec des valeurs de pH inférieures à 2,5) ou des sels de fer(II). Il peut ensuite être précipité en hydroxyde dans des conditions de pH neutres. Pour éliminer le nitrite des eaux usées, de l’acide amidosulfonique est ajouté à un pH de 4. Le nitrite est alors réduit en azote atmosphérique (N2) et du sulfate est produit. Mais le nitrite peut également être réduit en N2 à l’aide de processus biologiques (p. ex. dénitrification). Cela risque toutefois de conduire à une formation accrue de protoxyde d’azote.
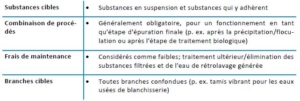
Les microorganismes sont utilisés dans le traitement biologique. Ceux-ci prennent les substances comme source de nutriments et les transforment ou les dégradent. Le carbone organique est consommé par des bactéries hétérotrophes. Ici aussi, les substances à éliminer indiquent le procédé à utiliser.
Lors du traitement aérobie des eaux usées, des substances organiques biodégradables ainsi que des nutriments sont éliminés par des microorganismes en conditions aérobies (c’est-à-dire avec de l’oxygène).
Les microorganismes hétérotrophes ont besoin de carbone organiquement lié comme source de carbone. Ils se différencient ainsi des organismes autotrophes qui prélèvent le carbone à partir du CO2 dans l’atmosphère. Généralement, les microorganismes hétérotrophes ont une croissance rapide. Avec un métabolisme aérobie, ils éliminent des substances organiques à l’aide d’oxygène, tout en produisant de l’énergie. Une majeure partie des matières organiques sont utilisées pour la croissance. La biomasse ainsi obtenue l’est sous forme de boue et doit être séparée.
Les microorganismes autotrophes sont essentiellement responsables de la nitrification. Cela signifie que le CO2 est utilisé comme source de carbone pour la croissance. Pour ce faire, l’oxydation de sources d’azote est nécessaire (p. ex. ammonium). L’ammonium (NH4+) et l’ammoniac (NH3) sont oxydés par des microorganismes nitrifiants en nitrite (NO2–), puis en nitrate (NO3–). Peu d’énergie est produite lors du deuxième processus (transformation en nitrate), c’est pourquoi ces microorganismes ont une croissance lente. Une nitrification s’effectue de manière aérobie et nécessite donc de l’oxygène. Différents facteurs jouent un rôle lors de la nitrification (concentration de substrat, température, teneur en oxygène, pH, produits de désinfection). L’alcalinité de l’eau est réduite lors de la nitrification, c’est-à-dire que le pH diminue. Une valeur de pH comprise entre 6,5 et 9,0 est optimale. En présence d’eau douce, la valeur du pH peut diminuer si fortement que la nitrification s’arrête. Une diminution de la valeur du pH peut être empêchée grâce à l’ajout d’une matière tampon (p. ex. hydrogénocarbonate de sodium). Comme l’oxydation de l’ammonium est le processus limitant, des augmentations de concentration de nitrite indiquent un problème lors de la nitrification (des émissions de protoxyde d’azote accrues sont également produites dans ces conditions de fonctionnement).
Des organismes autotrophes et hétérotrophes sont responsables de la dénitrification. Le nitrate est transformé en azote élémentaire gazeux à l’aide de microorganismes. Ce processus fonctionne normalement sans oxygène (donc de manière anoxique), mais peut nécessiter toutefois l’ajout d’une source de carbone supplémentaire sous certaines conditions. La réduction de la charge globale d’azote et l’amélioration de la capacité tampon (augmentation de l’alcalinité) constituent de grands avantages.
Si la composition des eaux usées change fréquemment, il est très important d’adapter la biologie. Un prétraitement biologique des eaux usées est relativement onéreux (p. ex. traitement et élimination des boues, énergie pour l’aération de la biologie, nutriments à doser en cas de composition déséquilibrée des eaux usées) et ne sera donc réalisé que s’il n’existe aucune solution alternative.
Le traitement biologique peut être réalisé selon différents modes opératoires. Il peut être exécuté en tant que procédé conventionnel avec des boues activées en suspension, procédé batch (SBR), procédé à lit fluidisé (avec éléments de croissance), procédé à lit fixe, biologie membranaire (MBR) ou d’autres systèmes à biofilm, p. ex. avec des boues activées granulaires. La biologie membranaire recourt généralement à une membrane d’ultrafiltration (voir plus haut). Cela permet d’obtenir des concentrations de boues activées plus élevées qu’avec les procédés biologiques conventionnels, ce qui conduit à une diminution du volume de bassin et une augmentation de la consommation d’énergie (notamment pour le rétrolavage périodique de la membrane). Tous les procédés susmentionnés doivent être aérés activement (alimentation en oxygène pour les processus biologiques), ce qui représente une grande partie de la consommation d’énergie.
Il est connu que le spectre d’élimination des procédés biologiques est limitée pour les composés traces organiques (même avec des variantes très complexes[1]), p. ex. âge des boues > 25 jours, temps de séjour hydraulique de plus d’un jour, ainsi qu’étapes de traitement anaérobie, voir plus bas). Mais il est tout à fait possible d’éliminer considérablement des substances individuelles, telles que le diuron et le diclofénac, en adaptant la biologie de manière adéquate[2].
[1] P. Falås, A. Wick, S. Castronovo, J. Habermacher, T. Ternes, A. Joss (2016): Tracing the limits of organic micropollutant removal in biological wastewater treatment. Water Research, 95, 240–249.
[2] ibid.
Le traitement anaérobie des eaux usées (c’est-à-dire sans présence d’oxygène ou de nitrate) est particulièrement utilisé avec des eaux usées hautement concentrées (> 2000 mg DCO/L). Les substances organiques sont principalement transformées en méthane (CH4) et dioxyde de carbone (CO2). Seule une infime partie d’entre elles sont utilisées pour la croissance des microorganismes. En principe, la croissance des bactéries anaérobies est beaucoup plus lente que celle des bactéries aérobies. Ce procédé ne produit pratiquement aucune boue ; il peut même arriver que la perte de boues dans l’effluent soit plus élevée que le taux de croissance des microorganismes. Une attention toute particulière doit donc être portée à la technique de séparation des boues. Il convient également de noter que le réacteur anaérobie peut rapidement s’acidifier si la gestion du processus n’est pas assez stable (si le pH tombe trop bas dans la plage acide, il peut arriver que les microorganismes chargés d’éliminer les acides soient inhibés de manière irréversible en quelques heures). Les eaux usées prétraitées de manière anaérobie doivent être aérées avant leur déversement dans les égouts, afin d’éviter des problèmes de fonctionnement dans la station d’épuration communale (notamment si la station d’épuration communale est plutôt petite). Les procédés anaérobies sont largement répandus dans le domaine du traitement des eaux usées industrielles.